
Los Antiguos Egipcios curvaban la madera después de haberla calentado utilizando el vapor de agua.
 |
| sillas y armarios thonet |
La técnica de curvatura de la Thonet consiste en bloquear las piezas de madera evaporada en plantillas/moldes de modo de impedir el movimiento longitudinal. Luego la madera se curva junta a las plantillas. Puesto que la pieza de madera está bloqueada, las fibras no sólo vienen curvadas, sino también comprimidas y por eso puede ser alcanzado un rayo de curvatura estrecho. Estas plantillas tienen la ventaja de poder ser utilizadas, después de la curvatura, como moldes para secar la madera curvada.
La curvatura con el vapor es un proceso complejo: hace falta unas herramientas para la evaporación, maquinas curvadoras y por cada pieza de madera unas plantillas/moldes para la desecación. Después de esta, las piezas brutas tienen que ser perfiladas y fresadas.No obstante esta complejidad, el método Thonet demonstró como la madera comprimida puede ser curvada mucho mejor que la no comprimida.
La tecnología del curvado de la madera para la producción de muebles tiene más de cien años. Los primeros muebles fueron producidos por Michael Thoenet (1796-1871) a finales del siglo XIX, dicho inventor después de una vida de investigación, y aunar los conceptos de diseño mejoró la producción, siendo modelos perdurables hasta hoy.
Por la misma época de Michael Thonet, Samuel Gragg en Boston patenta su silla elástica usando vapor para lograr sus curvas (1808). En Italia, en 1920 Carlo Ratti hace experimentos y da la pauta hacia la tecnología del doblado-laminado al unir piezas curvas con capas de madera. En Italia, en 1920 Carlo Ratti hace experimentos y da la pauta hacia la tecnología del doblado laminado al unir piezas curvas con capas de madera. A principios de los años treintas Alvar Alto y Marcel Breuer aplican esta técnica en el diseño de sillas y sillones de madera con formas curvas, inspirados en el mobiliario que en fechas anteriores diseñaron usando curvas con secciones tubulares de metal, convirtiéndose así en pioneros en el uso de esta técnica a nivel mundial. El laminado también es aplicable a la construcción de espacios arquitectónicos, los primeros diseñados con este sistema datan de 1890 y la primera patente para la fabricación de vigas rectas fue en Suiza en 1901, registrada por Karl Friedrich Otto Hetzer. En 1906, Hetzer patenta en Alemania la construcción de piezas curvas de madera laminada, principiando así el desarrollo de los arcos de madera a nivel mundial.
El curvado de la madera sólida implica ablandar las piezas para después doblarlas, y esto se logra sometiendo la madera a una etapa de vaporizado. Previo a este paso, es necesario fabricar un molde con la forma que demanda el diseño del producto. Los materiales que se pueden utilizar para construir el molde pueden ser metal, plástico, madera, entre otros. Este procedimiento está en función de los recursos disponibles y de la cantidad de piezas que se desean producir.
En países como Chile sólo se producen partes y piezas curvas mediante el método del multilaminado, es decir a partir de chapas o tulipas.
El sistema de curvado de madera sólida, puede ser realizada por: vaporizado, vaporizado con vació, macerado y tratamientos químicos.
En condiciones simples, la madera esta compuesta por fibras celulares, compuesto hecho de polímeros celulósicos rígidos en una matriz de lignina y hemicelulosa. La lignina es un polímero tridimensional, amorfo, ramificado y termoplástico, es decir, se ablanda al calentar Este polímero se encuentra entre la lamela media y S3.
La temperatura de transición vítrea (Tg) es una transición característica de todos los materiales poliméricos amorfos (lignina) o parcialmente amorfos. Debajo de la temperatura de transición vítrea la sustancia se encuentra en un estado sólido quebradizo y delicado como vidrio y sobre la temperatura el material asume un estado líquido o de goma.
La temperatura de transición vítrea de la lignina en la matriz es aproximadamente 170°C (338°F).
Sobre ésta temperatura, es posible causar que la lignina se vuelva a un estado líquido o maleable y, al bajar la temperatura, se restablezca su configuración. Este es el principal concepto detrás del curvado de la madera. La temperatura de transición vítrea de la matriz puede disminuirse con la suma de humedad o a través del uso de plastificantes o suavizadores.
Los métodos de plastificar madera son cociendo al vapor atmosférico o una presión baja, o microonda que calienta la madera húmeda llevando a la Madera a 20% a 25% de contenido de humedad.
El plastificado es recomendado para los procesos al vapor, en un tiempo aproximadamente de 15 min/cm (38 min/in) del espesor para madera a 20% a 25% de contenido de humedad. Cociendo al vapor la madera puede ser tratada a presiones altas para ponerse plástica, pero la madera generalmente tratada con vapor de alta presión no realiza la curvatura con tanto éxito como en madera tratada a presión atmosférica o a baja presión. El calentamiento con microonda requiere tiempos más cortos.
La Madera puede plastificarse con una variedad de químicos. En general los químicos que plastifican madera pueden ser urea, dimetinol, resina de fenol-formaldehído de peso molecular baja, el dimetilsulfóxido, y el amoníaco líquido. La urea y el dimetinol han recibido la atención comercial limitada, y un proceso de curvado de madera que usa el amoníaco líquido ya está patentado.
CURVADO POR VAPORIZACIÓN.
El Vaporizado y el Hervido son los métodos más comunes. El método de vaporizado se realiza en una cubeta, la alta temperatura es obtenida por el incremento de vapor y presión; de este modo el tiempo de tratamiento es menor. En el método de hervido se debe necesariamente elevar la temperatura, este método es mas es fácil porque es lento.
La superficie de la madera, antes de curvarse debe ser perfectamente lisa, no sólo porque es más fácil su mecanización antes de doblarse, sino porque irregularidades de superficie pueden inducir a la formación de rugosidades en la madera. Preparada la madera se puede aplicar el método de curvado por vaporizado.
El método de vaporizado se realiza introduciendo la madera ya preparada en una estufa de vapor. En esta estufa se inyecta vapor a una temperatura de 100°C, manteniéndola por un tiempo de aproximadamente 1,8 minutos por cada mm de espesor que tenga la madera.

A temperaturas superiores a los 100°C, no se obtienen mejores condiciones de curvado, tampoco proporcionando presión a la estufa, todo lo contrario, complica tanto la estufa como el procedimiento, y por último, mantener por más tiempo la madera en estas condiciones tampoco mejora el curvado.
Para hacer que las maderas se vuelvan plásticas y compresibles es preciso tratarlas con vapor y calor.
Ya se ha indicado que la madera con un 25 a 30 % de humedad contiene el agua necesaria para ser compresible cuando se la calienta; además el agua contenida facilita el calentamiento interno de la pieza.
La mayoría de los ensayos de laboratorio muestran que no se mejoran las cualidades de curvado por encima de la temperatura de ebullición del agua (100°C). Probablemente el método más común y más adecuado para obtener las condiciones requeridas es someter la madera a la acción de vapor saturado a la presión atmosférica en una estufa (figura N°13). Lo esencial de la estufa es que entre vapor suficiente para mantener una temperatura media de 100°C y que existan dispositivos para introducir y retirar rápidamente la madera.
La madera dentro de la estufa se coloca en estanques. Conviene recordar que algunas maderas, como el roble, en contacto con el hierro o el acero se manchan. Para economizar vapor, la estufa debe estar aislada térmicamente. No interesa emplear vapor a gran presión, ya que las propiedades de curvado no se mejoran realmente por encima de la presión atmosférica. La alta presión tiene además varios inconvenientes. La estufa debe ser mucho más fuerte; antes de abrir la puerta hay que asegurarse de que la presión ha descendido a 1 atmósfera, lo que obliga a perder tiempo; además se ha comprobado que las altas presiones dañan a algunas maderas e incluso las manchan.

CURVADO QUIMICO
Existen otros métodos de curvado basados en el tratamiento químico de la madera, tal como el sumergir durante unos minutos la madera en un baño de amoníaco anhidro líquido (T < -30 °C). La madera así tratada puede doblarse hasta que el amoníaco se evapora, momento en el que la madera se endurece. El problema de este sistema es el costo.
Piezas curvadas de madera maciza.
Cualquiera que sea la pieza de madera curvada debe diseñarse de tamaño natural en una tabla, y se ha de confeccionar plantillas de contrachapado de las formas necesarias. La forma de marcar por medio de una plantilla de contrachapado colocada sobre la madera, se recorta con una sierra cinta, de modo que queden intactas las marcas con lápiz que se hayan trazado sobre la madera, y entonces la curva interior se adapte a la línea del lápiz cepillándola, y la curva exterior se rebaja, de base flexible, que puede ajustarse a cualquier curva.
Cuando sea necesario una pieza de madera de mayor ancho, se pueden cortar dos o tres piezas y encolarlas juntas y cuando estén secas se pueden limpiar y cepillar como de costumbre. Se debe mencionar que cuando la curva que haya de darse sea de radio pequeño las espigas tendrán fibra corta y una tendencia a romperse fácilmente.
Curvado con Cortes de Sierra
Para curvar tableros, como en el caso de zócalos colocados sobre una pared curva, o peldaños redondeados de escaleras, se puede emplear el sistema de cortes de sierra, que consiste en hacer con esta herramienta una serie de semicírculos transversales. En casi todos los casos es necesario curvar los tableros sobre un plegador para darles la forma deseada. Los cortes de sierra son realizados por el lado que no se ve y se cubren luego los bordes del tablero.
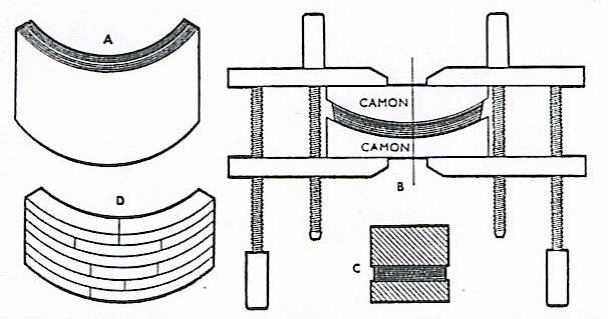
El tipo A es adecuado para las formas de poca curva.
El B es conveniente para las curvas más pronunciadas.

Plegadores para curvar chapas gruesas o tableros con cortes de sierra.

Ensambles de tonel
El sistema utilizado generalmente para construir columnas huecas de madera, tableros y esquinas semicirculares, como las que existen en el frente de algunos armarios, también para ensambles de tonel.
 Marcos y bastidores semicirculares.
Marcos y bastidores semicirculares.
El procedimiento consiste en encolar una serie de tablillas estrechas, generalmente con ensambles de lengüetas cruzadas.


La empresa "Gesellschaft für Holzveredelung mbH" (Empresa para la rafinación de la madera") en Alemania ya en los años'20 producía esta madera curvable en largos hasta 165 cm con maquinas para la evaporación y la compresión estudiadas y desarrolladas por ella misma.
En el 1926 fue otorgada una patente sucesiva sobre la compresión de la madera y se empezó una producción a nivel industrial. Los productos fueron vendidos en el mercado alemán: listones para muebles y ventanas, armaduras para frisos, adornos, tiradores, barandas, molduras para puertas y mangos para martillos (la madera comprimida es optimal porque los mangos no se rumpen facilmente y los contragolpes disminuyen).
La "madera curvable patentada" se volvió así conocida en todo el mundo. Por ejemplo esta madera es cuidadosamente descrita en el libro sobre los modeles de aviones publicado en el 1939 por la casa editorial Hermann Beyer de Lipsia - Alemania en la lista de los materiales a pag.596 (esta madera fue utilizada en la costrucción de los modeles de aviones).
Después de la Segunda Guerra Mundial la producción de esta madera fue proseguida en Selters/Westerwald - Alemania y los productos fueron vendidos no sólo en Alemania sino en todos los mercados extranjeros accesibles (Europa, USA, Lejano Oriente).
La empresa Candidus Prugger desde hace el 1990 es la sucesora de la "Gesellschaft für Holzveredelung" de Selters-Alemania: las maquinarias para la producción y todo lo que estaba en el almacén fueron llevados a Italia en Bressanone (BZ) y los clientes en todo el mundo siguieron siendo suministrados sin interrupciones.
En los años siguientes el proceso de producción fue mejorado, nuevos productos fueron desarrollados y se alcanzaron nuevos mercados.
Fue desarrollada una nueva máquina que hizo posible la compresión de la madera en modo continuo (es decir una compresión en igual medida sobre todo el largo) y la producción de largos hasta 220 cm.
Las proceduras de evaporación y de desecación fueron mejoradas y fueron añadidos al surtido nuevos tipos de maderas como el roble y el arce.
Se desarrollaron nuevos productos como por ej. los pasamanos para escaleras. El problema con estos era lo de empalmar en el largo la madera curvable, de modo que los empalmes no sólo fuesen cuidados, sino que soportasen también la presión del rodillo de la maquina curvadora durante la curvatura. El problema se resolvió y ahora es posible producir pasamanos en cualquier largo hasta un diámetro de 60 mm. (v. Galeria fotografica).
La madera curvable patentada - hoy
Esta madera ha sido registrada en todo el mundo bajo la marca Bendywood®.
Esta madera es aún producida según el proceso patentado en el 1917:
la madera de haya, roble, fresno y arce evaporados, en cuadras/vigas de 10x12cm, con un largo hasta 280cm es comprimida hasta el 80% de su largo original. Luego la madera es secada en este largo comprimido: la sobre citada cuadra de 280cm es ahora larga 220 cm, con una humedad del 14% aprox. y puede ser trabajada en modo tradicional en pasamanos, bordes para mesas, listones fermavidrios y cenefas.
Estos productos tienen particulares propriedades: pueden ser curvados en frío hasta un radio de 1:10 (p.ej. un perfil de 20 mm de espesor puede ser curvado hasta un radio de 200 mm).
Estos productos en madera curvable pueden ser almacenados para un tiempo indeterminado sin perder sus flexibilidad.
La madera curvable patentada es así un material bruto que hace más fácil curvar la madera maciza: es trabajada como madera normal (por. ej. en un pasamano) y luego, secada y sin vapor, curvada en más niveles.
Puede ser siempre utilizada cuando el método convencional de curvatura con el vapor es demasiado oneroso o cuando este no es posible porque hace falta curvar madera seca y perfilada.
Para curvar este tipo de madera no se necesitan maquinas curvadoras especiales: las secciones pequeñas se curvan a mano, las más gruesas con fuerza hasta llegar a utilizar maquinas curvadoras con rodillos como las utilizadas por el herrero para curvar los tubos en metal.
Este material puede ser por eso curvado en modo tridimensional con maquinas standard accesibles a todos.

Plegadores para tableros cóncavos.
Ensambles de tonel
El sistema utilizado generalmente para construir columnas huecas de madera, tableros y esquinas semicirculares, como las que existen en el frente de algunos armarios, también para ensambles de tonel.
El procedimiento consiste en encolar una serie de tablillas estrechas, generalmente con ensambles de lengüetas cruzadas.

Existe la Madera curvable (historia)
Esta madera es el resultado de un desarrollo posterior a la técnica sobre citada.

Ya en el 1917 fue pronunciada en Berlin una patente por el Despacho Imperial Patentes sobre como hacer la madera curvable en el largo plazo. Una citación del documento original de esta patente:
"La madera cortada en bloques es ántes evaporada y luego, caliente y húmeda, es puesta en la prensa donde un manto pesado impide la curvatura durante la prensadura. Luego hay la compresión en el largo y después la madera es secada de modo de, después del enfriamiento y de la desecación, no vuelva en su largo anterior y quede para siempre curvable".
La empresa "Gesellschaft für Holzveredelung mbH" (Empresa para la rafinación de la madera") en Alemania ya en los años'20 producía esta madera curvable en largos hasta 165 cm con maquinas para la evaporación y la compresión estudiadas y desarrolladas por ella misma.
En el 1926 fue otorgada una patente sucesiva sobre la compresión de la madera y se empezó una producción a nivel industrial. Los productos fueron vendidos en el mercado alemán: listones para muebles y ventanas, armaduras para frisos, adornos, tiradores, barandas, molduras para puertas y mangos para martillos (la madera comprimida es optimal porque los mangos no se rumpen facilmente y los contragolpes disminuyen).
La "madera curvable patentada" se volvió así conocida en todo el mundo. Por ejemplo esta madera es cuidadosamente descrita en el libro sobre los modeles de aviones publicado en el 1939 por la casa editorial Hermann Beyer de Lipsia - Alemania en la lista de los materiales a pag.596 (esta madera fue utilizada en la costrucción de los modeles de aviones).
Después de la Segunda Guerra Mundial la producción de esta madera fue proseguida en Selters/Westerwald - Alemania y los productos fueron vendidos no sólo en Alemania sino en todos los mercados extranjeros accesibles (Europa, USA, Lejano Oriente).
La empresa Candidus Prugger desde hace el 1990 es la sucesora de la "Gesellschaft für Holzveredelung" de Selters-Alemania: las maquinarias para la producción y todo lo que estaba en el almacén fueron llevados a Italia en Bressanone (BZ) y los clientes en todo el mundo siguieron siendo suministrados sin interrupciones.
En los años siguientes el proceso de producción fue mejorado, nuevos productos fueron desarrollados y se alcanzaron nuevos mercados.
Fue desarrollada una nueva máquina que hizo posible la compresión de la madera en modo continuo (es decir una compresión en igual medida sobre todo el largo) y la producción de largos hasta 220 cm.
Las proceduras de evaporación y de desecación fueron mejoradas y fueron añadidos al surtido nuevos tipos de maderas como el roble y el arce.
Se desarrollaron nuevos productos como por ej. los pasamanos para escaleras. El problema con estos era lo de empalmar en el largo la madera curvable, de modo que los empalmes no sólo fuesen cuidados, sino que soportasen también la presión del rodillo de la maquina curvadora durante la curvatura. El problema se resolvió y ahora es posible producir pasamanos en cualquier largo hasta un diámetro de 60 mm. (v. Galeria fotografica).
La madera curvable patentada - hoy
Esta madera ha sido registrada en todo el mundo bajo la marca Bendywood®.
Esta madera es aún producida según el proceso patentado en el 1917:
la madera de haya, roble, fresno y arce evaporados, en cuadras/vigas de 10x12cm, con un largo hasta 280cm es comprimida hasta el 80% de su largo original. Luego la madera es secada en este largo comprimido: la sobre citada cuadra de 280cm es ahora larga 220 cm, con una humedad del 14% aprox. y puede ser trabajada en modo tradicional en pasamanos, bordes para mesas, listones fermavidrios y cenefas.
Estos productos tienen particulares propriedades: pueden ser curvados en frío hasta un radio de 1:10 (p.ej. un perfil de 20 mm de espesor puede ser curvado hasta un radio de 200 mm).
Estos productos en madera curvable pueden ser almacenados para un tiempo indeterminado sin perder sus flexibilidad.
La madera curvable patentada es así un material bruto que hace más fácil curvar la madera maciza: es trabajada como madera normal (por. ej. en un pasamano) y luego, secada y sin vapor, curvada en más niveles.
Puede ser siempre utilizada cuando el método convencional de curvatura con el vapor es demasiado oneroso o cuando este no es posible porque hace falta curvar madera seca y perfilada.
Para curvar este tipo de madera no se necesitan maquinas curvadoras especiales: las secciones pequeñas se curvan a mano, las más gruesas con fuerza hasta llegar a utilizar maquinas curvadoras con rodillos como las utilizadas por el herrero para curvar los tubos en metal.
Este material puede ser por eso curvado en modo tridimensional con maquinas standard accesibles a todos.
No hay comentarios:
Publicar un comentario